Udgivet: 26. januar 2026
Af: ShanJi Meng, senior metalanalytiker
Kobber og dets legeringer er fortsat nogle af de mest givende – og til tider vanskelige – materialer at bearbejde. Fremragende termisk og elektrisk ledningsevne, naturlige antimikrobielle egenskaber og fuld genanvendelighed gør dem uundværlige i elbilkomponenter, maritim hardware, præcisionsgear og svejseelektroder. Men deres blødhed, tendens til at tilsmudse værktøjer og deformationshærdningsegenskaber kræver den rigtige tilgang.
I 2026, med en stigende efterspørgsel efter kobber fra elektrificering og vedvarende energi, ser maskinarbejdere flere ordrer på højtydende legeringer. Denne guide dækker de mest almindelige kobberkvaliteter, vi arbejder med, egnede processer, vigtigste fordele/udfordringer, praktiske designtips, værktøjsråd og praktiske anvendelser.
Almindelige kobberkvaliteter til CNC-bearbejdning
Forskellige anvendelser kræver forskellige legeringer. Her er de kvaliteter, vi oftest ser i præcisionsbearbejdningsværksteder:
- Ren kobber (C10100/C11000)99,9%+ renhed, iltfri eller ETP. Bedst til maksimal ledningsevne (samleskinner, køleplader).
- Messing (C36000, C26000)Favorit til fribearbejdning med fremragende spånbrydning. Fremragende til fittings, ventiler og gear.
- Aluminiumbronze (C95400, C95500)Høj styrke + fremragende korrosionsbestandighed over for havvand. Ideel til marinepropeller og bøsninger.
- Tinbronze (C90300, C90700)Overlegen slidstyrke og lav friktion. Klassisk til kraftige lejer og gear.
- Fosforbronze (C51000, C54400)Fremragende fjedringsevne og udmattelsesmodstand. Almindelig i forbindelser og fjedre.
- Kromzirconiumkobber (C18150/C18200)Nedbørshærdet for høj styrke + 80-90% IACS-ledningsevne. Dominerer modstandssvejseelektroder og EV-motordele.
-
Tip til hurtigt valg af karakterTil elektriske dele → vælg rent kobber eller CuCrZr. Til korrosionsbelastede miljøer → vælg aluminiumbronze. Til nem bearbejdning i store mængder → vælg messing.
Egnede bearbejdningsprocesser til kobber
De fleste kobberkvaliteter bearbejdes nemt på standard CNC-udstyr:
- CNC-fræsningIdeel til komplekse geometrier, lommer og dele med 3-5 akser.
- CNC-drejningPerfekt til runde komponenter som bøsninger, fittings og aksler.
- Boring og gevindskæringMessing og fosforbronze skærer rent; brug peckboring til dybe huller i rent kobber.
- Schweizisk drejebænkFremragende til små, højpræcisionsben og -stik.
- EDM (hvis nødvendigt)Sjældent påkrævet, men nyttigt til hærdede CuCrZr-egenskaber.

-
Fordele ved bearbejdning af kobberlegeringer
- Overlegen varmeledningsevne → afleder varme hurtigt og reducerer slid på værktøjet.
- Fremragende elektriske egenskaber → afgørende for stik og elektroder.
- Naturlig antimikrobiel overflade → ideel til fødevareforarbejdning og medicinske dele.
- Fuld genanvendelighed → er i overensstemmelse med bæredygtighedsmandaterne fra 2026.
- Smukke finish → messing- og bronzepolering til en høj glans.
Udfordringer og praktiske løsninger
Kobbers duktilitet skaber klassiske problemer – sådan håndterer vi dem:
- Klibbende stykker og ophobet kant— Brug skarpe værktøjer med positiv hældning og rigeligt med kølevæske (emulsion eller olie).
- Deformationshærdning— Tag lette passager (0,1-0,5 mm dybde) og undgå ophold.
- Gratdannelse— Messingmaskiner er næsten gratfri; rent kobber skal afgrates eller fræses med klatrefræsning.
- Termisk ekspansion— Monter omhyggeligt, og brug kølevæske til at kontrollere dimensionerne.
Pro-tipFor rent kobber holder polykrystallinsk diamant (PCD) værktøj 10 gange længere end hårdmetal.

-
Designovervejelser og tips
- Tolerancer±0,01 mm kan opnås på messing/CuCrZr; rent kobber kan have brug for ±0,02 mm på grund af blødhed.
- VægtykkelseMinimum 0,5-1 mm for at undgå nedbøjning.
- Radier og fileterTilføj store radier (mindst 0,5 mm) for at reducere spændinger og forbedre værktøjets levetid.
- OverfladefinishRa 0,4 µm er standard med poleret hårdmetal; spejlblank finish er mulig på messing.
- VarmebehandlingCuCrZr kræver efterbehandling for fuld hårdhed — planlæg i overensstemmelse hermed.
Værktøjs- og parameteranbefalinger
- VærktøjsmaterialeUbelagt eller diamantbelagt hårdmetal til de fleste; PCD til volumenarbejde i rent kobber.
- Hastigheder og tilspændinger (eksempel for C36000 messing, 10 mm pindfræser):
- Spindel: 8.000-12.000 omdr./min.
- Fremføring: 1.000-2.000 mm/min
- Skæredybde: 0,5-2 mm aksial
- KølevæskeBrug altid — forhindrer rivning og forbedrer finishen.
Applikationer i den virkelige verden
- Messing → præcisionsgear, ventilhuse, dekorativt beslag.
- Aluminiumbronze → marinebøsninger, pumpehjul.
- Tinbronze → snekkehjul, tungbelastede lejer.
- Fosforbronze → elektriske fjederkontakter.
- Ren kobber → varmevekslere, samleskinner.
- CuCrZr → punktsvejseelektroder, EV-rotorstænger.
Omkostnings- og bæredygtighedsfaktorer i 2026
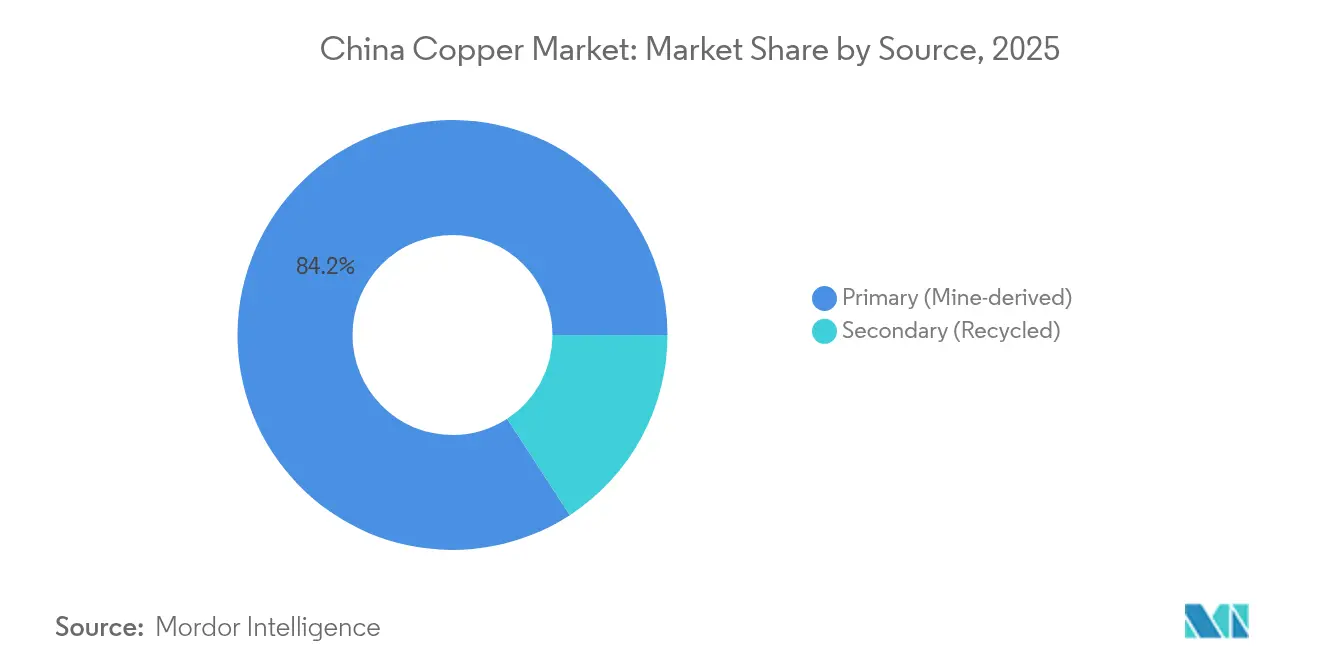
Materialepriserne svinger (rent kobber ~$11-13k/ton), men messing er fortsat den mest økonomiske. Genbrugsraterne overstiger nu 50% i mange butikker, hvilket reducerer omkostninger og CO2-aftryk. Forvent strammere udbud af CuCrZr på grund af efterspørgslen efter elbiler.
Afsluttende tanker
Kobberbearbejdning belønner omhyggelig opsætning og valg af den rigtige kvalitet. Med ovenstående tips vil du konsekvent producere funktionelle dele af høj kvalitet, der opfylder selv de strengeste specifikationer.
Klar til at bringe dit design til live? Udforsk vores fulde udvalg af kobberlegeringer (messing, aluminiumbronze, tinbronze, fosforbronze, rent kobber og CuCrZr) i vores seneste produktkatalog, eller kontakt vores ingeniørteam for at få tilbud på skræddersyet bearbejdning og teknisk support.
Download produktkataloget for kobberlegeringer fra 2026 (PDF)
Opslagstidspunkt: 26. januar 2026